
1.Core Advantages of Metal Injection Molding
(Revolutionary Manufacturing Efficiency)
Material Utilization>98%
- Rejected green parts can be recycled without quality compromise
- 40%-60%cost reduction vs.machining when equivalent density < 2g/cm³
Complex structure Integration
- Enables 0.5mm ultra-thin walls, φ0.2mm micro-holes, and multi-cavity integration
- Eliminates multi-component assembly (reduces tolerance risks)
Mass-Production Cost Advantage
- Minimum order quantity: 10,000 pcs/year (ideal >100,000 pcs)
- Unit cost = 1/3-1/2 of small-batch CNC machining
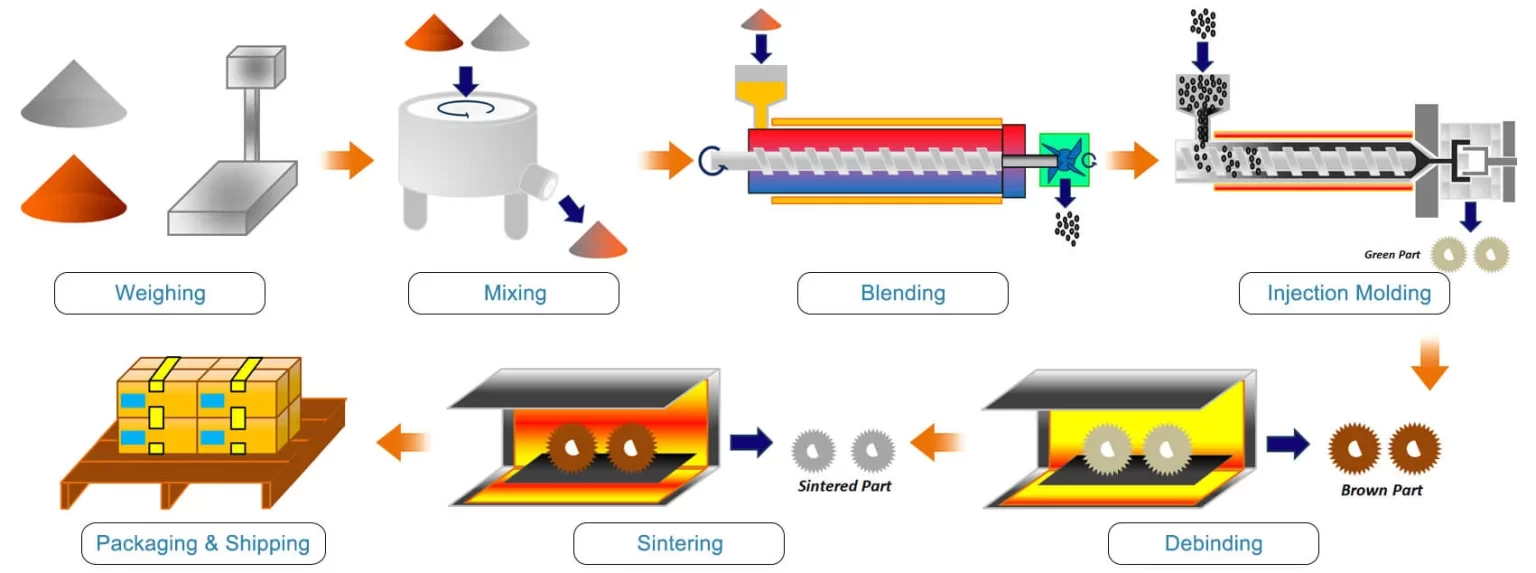
2. Four-Step Injection Molding Flow
(Metal “Injection Molding + Sintering” Technology)
Click to view → (Flowcharts of each industry)
| Step | Key Operation | Technical Highlights |
|---|---|---|
| 1. Feedstock Injection | Metal powder + binder injected into mold | Powder size <20μm (critical for precision) |
| 2. Green Part Formation | Cooling → Demolding → "Green Part" | Pre-enlarged by 15%-20% (shrinkage compensation) |
| 3. Debinding | Removal of >90% binder | Forms porous "Brown Part" (extremely low strength) |
| 4. High-Temp Sintering | Densification at melting temperature | Achieves near-full density (96%-99%), uniform shrinkage |
Engineer’s Note: Green parts require shrinkage allowance (e.g., 10cm → 8.5cm after sintering).
3. MIM-Optimized Structural Features
Equivalent Density Formula: Part Weight (g) / Envelope Volume (cm³)
Example: 27g part with 15cm³ volume → Equivalent density = 1.8g/cm³(77% material waste in machining)
Simplified Guideline: Consider MIM when >70% material is wasted in machining
4. Industry Application Matrix
| Industry | Typical Parts | Core Value |
|---|---|---|
| Medical | Orthopedic drills, Surgical joints | Biocompatibility + 0.2mm micro-hole forming |
| Consumer Electronics | TWS earbud hinges, SIM trays | ±0.05mm thin-wall precision |
| Automotive | Fuel injectors, Turbine blades | 100k-cycle dynamic fatigue strength |
| Industrial Tools | Carbide drill bits | 58HRC hardness + integrated wear resistance |
| Defense | Weapon triggers, Missile actuators | Complex high-temp alloy flow paths |
5. Material Systems & Applications
| Material Category | Key Grades | Core Performance Parameters |
|---|---|---|
| Medical Stainless Steel | 316L | ● Biocompatibility: ISO 10993 Class VI |
| ● Corrosion resistance: ASTM G48 0.1mg/m²·d | ||
| ● Tensile strength: 520MPa | ||
| 17-4PH | ● Aged hardness: HRC 40-45 | |
| ● Fatigue strength: 10^7 cycles @350MPa | ||
| ● Oxide corrosion resistance | ||
| High-Temp Alloys | Inconel 718 | ● High-temp strength: 900MPa @650°C |
| ● Oxidation resistance: <2mg/cm² @850°C | ||
| ● Creep life: >10,000h | ||
| Hastelloy X | ● Thermal shock resistance: No cracking @1200°C | |
| ● Sulfur corrosion rate: <0.5mm/year | ||
| Tool Steels | M2 (AISI) | ● Hardness: 62-64 HRC |
| ● Red hardness: 58HRC @600°C | ||
| ● Wear resistance: ASTM G65 weight loss <0.1g | ||
| T15 | ● High-temp hardness: 60HRC @540°C | |
| ● Vanadium content: 5% (enhances wear resistance) | ||
| Soft Magnetic Alloys | Fe-50Ni (Permalloy) | ● Permeability: >150,000 H/m |
| ● Coercivity: <0.5 Oe | ||
| ● Saturation induction: 1.6T | ||
| Fe-3Si | ● Core loss: <3W/kg @1T/400Hz | |
| ● Resistivity: 82μΩ·cm | ||
| High-Density Alloys | WNiFe-90 | ● Density: 17-18.5g/cm³ |
| ● Radiation shielding: 99% attenuation @100keV | ||
| ● Elongation: >30% | ||
| WNiCu-95 | ● Density: 18.2-19g/cm³ | |
| ● Non-magnetic design | ||
| Specialty Steels | 4140 (AMS 6381) | ● Hardenability: J9=45 HRC |
| ● Tensile strength: 1,480MPa | ||
| ● Impact toughness: 55J @-40°C | ||
| Hardened Steel | 440C | ● Hardness: 58-60 HRC |
| ● Wear resistance: Superior to ceramic | ||
| ● Corrosion resistance: >96h salt spray | ||
| Cemented Carbides | WC-10Co | ● Hardness: 89-91 HRA |
| ● Flexural strength: 3,800MPa | ||
| ● Fracture toughness: 12MPa·m¹/² | ||
| WC-6Ni | ● Corrosion resistance: pH1-14 resistant | |
| ● Non-magnetic |
Your message has been sent
