PRECISION CASTING
Comprehensive Range Of Services Providing Endless Capabilities
What is Precision Casting ?
Precision casting is also called investment casting in most cases.
The more commonmethod is: first make the mold cavity of the required blank, then cast wax to obtainthe original wax pattern, and then brush multiple layers of high-temperature-resistant liquid on the wax pattern.
Sand material, wait until sufficient thickness isobtained and then dry it, then heat and bake the wax mold inside to obtain a strongcavity consistent with the required blank, cast the molten metal liguid into the cavity.

Precision Pasting Process
The precision casting process will vary depending on different materials or products in specific operations, but usually the main steps are: wax pressing, shell making, pouring, post-processing, and inspection
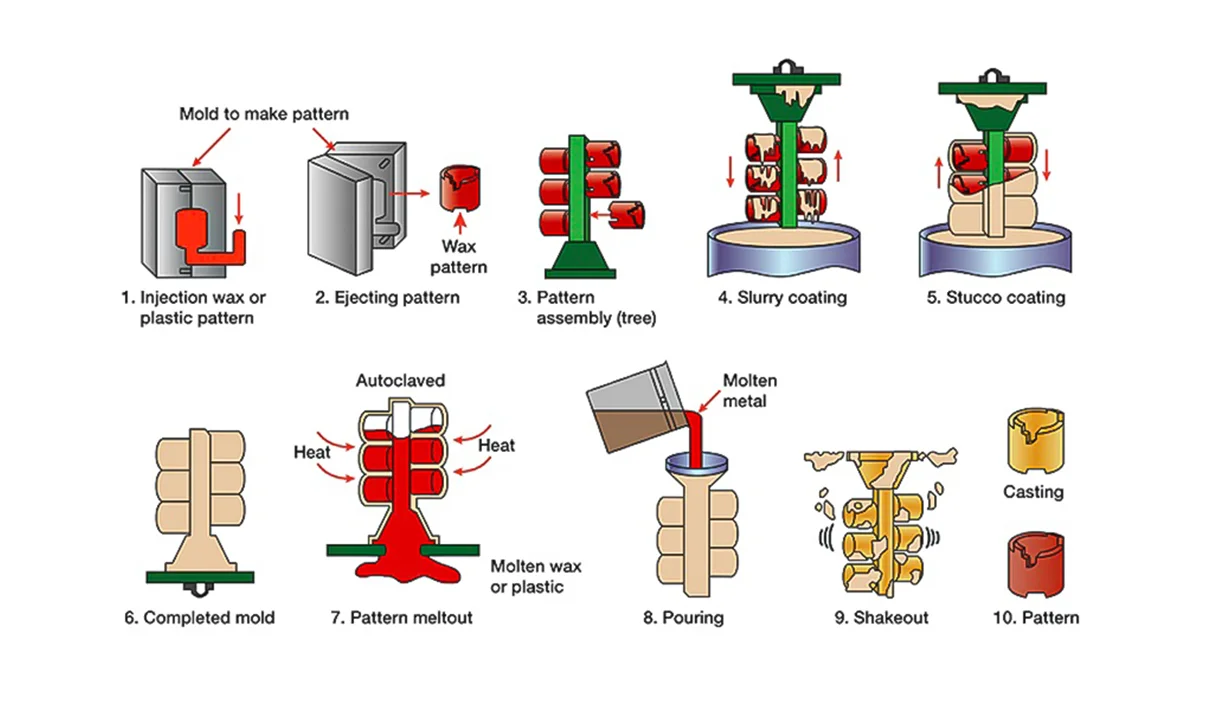
1. Make a model
Design the mold according to the product drawings, and use any method such as machining or 3D printing to make a wax model with good appearance and accuracy, and assemble multiple wax models into an investment casting model. This pattern Known as “trees”, they are shaped like trees. Each wax mold is like a branch, and the trunk serves as a liquid metal pouring channel connecting all the wax molds.
2.Make the shell
Spray the assembled casting model with liquid sand (or other refractory materials), wait for it to dry naturally, then apply the next layer, repeat this many times. The number of sandblasting times and the thickness of the sand particles will vary depending on the parameters and accuracy requirements of the product. It usually takes 3 or 4 days to complete this step. After heating is used to melt all the wax and flow out, the shell is baked at a high temperature close to 1000°C to burn off the remaining wax and evaporate the water, and finally obtain a solid casting model cavity. Every step must be done carefully to create a perfect casting model.
3.Pouring
Operators inject molten liquid metal into the mold cavity in a controlled manner. It is very important to control the pouring process. It is necessary to preheat the mold, avoid the thermal impact of high-temperature liquid metal on the mold as much as possible, and control the pouring speed to avoid casting defects caused by turbulence. Sometimes a vacuum environment must be created to prevent chemical reactions between the molten metal and the air. . After pouring, the metal solidifies in the mold and cools naturally.
4.Post-processing
Operators remove portions of the mold shell with a hammer or impact, and the parts are often finished multiple times after they are removed from the mold by sanding away rough surfaces, jagged edges and other imperfections. Additionally, machining operations such as milling and drilling can be used, as well as a range of surface finish treatments to achieve the desired part surface quality.
5.Inspection
Parts are inspected for quality in the final step. The inspection team uses testing tools to check parts for defects, as well as other quality factors such as dimensions, tolerances, surface hardness, strength, etc.