

When Tesla showcased its Optimus Gen3 dexterous hand—with 22 degrees of freedom—performing delicate tasks like cracking an egg, unscrewing a bottle cap, and playing the piano, the industry marveled at the bionic capabilities of humanoid robots. Yet behind this bionic hand lies an underdiscussed manufacturing bottleneck: how to mass-produce micro, ultra-complex metal parts that fit within the dimensions of a human hand?
Dexterous hands have long remained confined to laboratory prototypes. A core bottleneck is manufacturing: while traditional CNC precision machining delivers required accuracy, it is prohibitively costly and inefficient for high volumes of micro complex parts, rendering it unsuitable for mass production.
This has led the industry to turn to MIM—Metal Injection Molding. Is MIM truly the optimal solution for dexterous hand mass production?
What Makes Dexterous Hand Parts So Difficult to Manufacture?
To answer this question, we first need to identify the core manufacturing constraints for dexterous hands.
A top-tier humanoid robot dexterous hand, engineered to replicate human hand dexterity, requires over 20 degrees of freedom—meaning it must house hundreds of micro components internally:
- 0.05-module micro transmission gears, smaller than a fingernail yet capable of transmitting sufficient torque;
- Phalange connectors with complex internal cavities, enabling multi-axis rotation in an extremely small space;
- Sensor mounting brackets and tendon fixation points, each with special irregular geometries.
These components impose exceptionally stringent manufacturing requirements:
- Precision Limits: Dimensional tolerances must be held to ±0.005–0.01mm, with assembly clearances no greater than 0.01mm. Exceeding these limits will cause finger jamming and erratic movement.
- Performance Requirements: Components must be lightweight—total hand weight must not exceed 500g—yet robust enough to withstand tens of thousands of grasping cycles, with a tensile strength exceeding 800MPa.
- Cost Pressure: As annual dexterous hand demand scales from thousands to millions of units, the per-unit cost of traditional CNC machining—often exceeding 100 RMB per part—renders commercialization unfeasible.
Industry forecasts project the global dexterous hand market will exceed $3 billion by 2030, with annual demand surpassing 1.4 million units. This large-scale market demands not laboratory-grade high-precision prototypes, but low-cost, high-volume, and reliable manufacturing solutions.
MIM: A Uniquely Suited Manufacturing Solution for Dexterous Hands
MIM technology is uniquely tailored to these requirements.
As a near-net-shape forming technology that merges the high efficiency of plastic injection molding with the material performance of powder metallurgy, MIM perfectly addresses all dexterous hand component needs:
1. Complex Shapes? One-Step Forming, No Multiple Machining Steps
Traditional CNC machining of irregular components requires multi-axis milling and repeated setups, a cumbersome process prone to burrs. MIM, by contrast, mixes micron-sized metal powder with a binder and injects complex 3D structures in a single step—similar to plastic injection molding. It can form phalanges with internal cavities and micro gear tooth profiles in one operation.
The 0.05-module micro gears in Tesla’s Optimus are precisely manufactured via MIM technology. Currently, only a handful of MIM suppliers worldwide can stably mass-produce such ultra-small module gears, and Yibi Precision possesses the proven process capability for mass-producing components at this precision level.
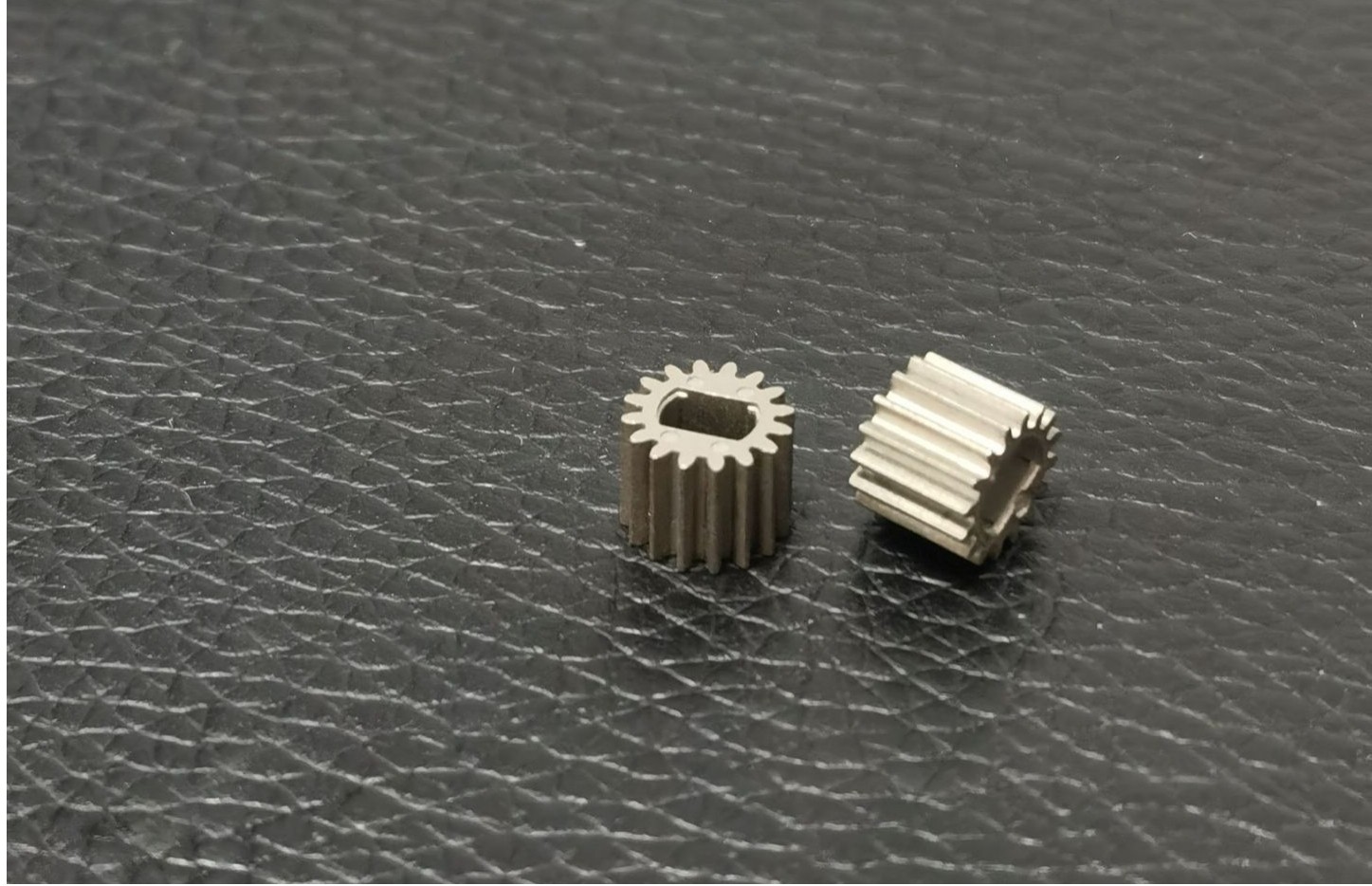
Figure: Micro transmission gears manufactured via MIM, capable of 0.05mm fine features
2. Is the Precision Sufficient? Micron-Level Batch Consistency, a Perfect Match
A common industry question is: Can powder-sintered MIM meet the required precision? The answer is a resounding yes.
Mature MIM processes hold dimensional tolerances to ±0.1%–±0.3%, with key feature precision reaching ±0.01mm—exactly matching dexterous hand component tolerance requirements. Additionally, MIM delivers exceptional batch consistency, eliminating the part-to-part variations inherent in CNC machining, which is critical for standardized robot assembly.
3. Strength and Lightweight? Achieving Both
Sintered MIM components achieve 95%–98% of theoretical density, with mechanical properties nearly equivalent to forged parts. Stainless steel MIM components have a tensile strength exceeding 550MPa, while titanium alloy MIM components exceed 800MPa—fully satisfying dexterous hand strength requirements.
Furthermore, MIM is compatible with a wide range of materials, including titanium alloys and high-strength stainless steels. Using titanium alloys for phalange components reduces weight by 40% while retaining full strength, perfectly addressing the dexterous hand lightweight challenge.
4. Mass Production Cost? 30%–50% Lower Unit Costs
This is MIM’s defining advantage: its cost advantage becomes overwhelming as production volumes scale.
Traditional CNC machining has a material utilization rate of only ~50%, with most metal milled into scrap. MIM, by contrast, achieves over 95% material utilization with nearly zero waste. Its one-step forming process also eliminates most secondary machining operations, cutting per-unit costs by 30%–50% versus CNC in high-volume production.
Cost curve analysis shows that MIM becomes more cost-effective than traditional CNC machining once production volumes exceed 10,000 units, with the advantage widening as volume increases. This aligns perfectly with the future mass production trajectory of dexterous hands: from current low-volume prototyping to future million-unit shipments, MIM’s cost advantage will only grow.
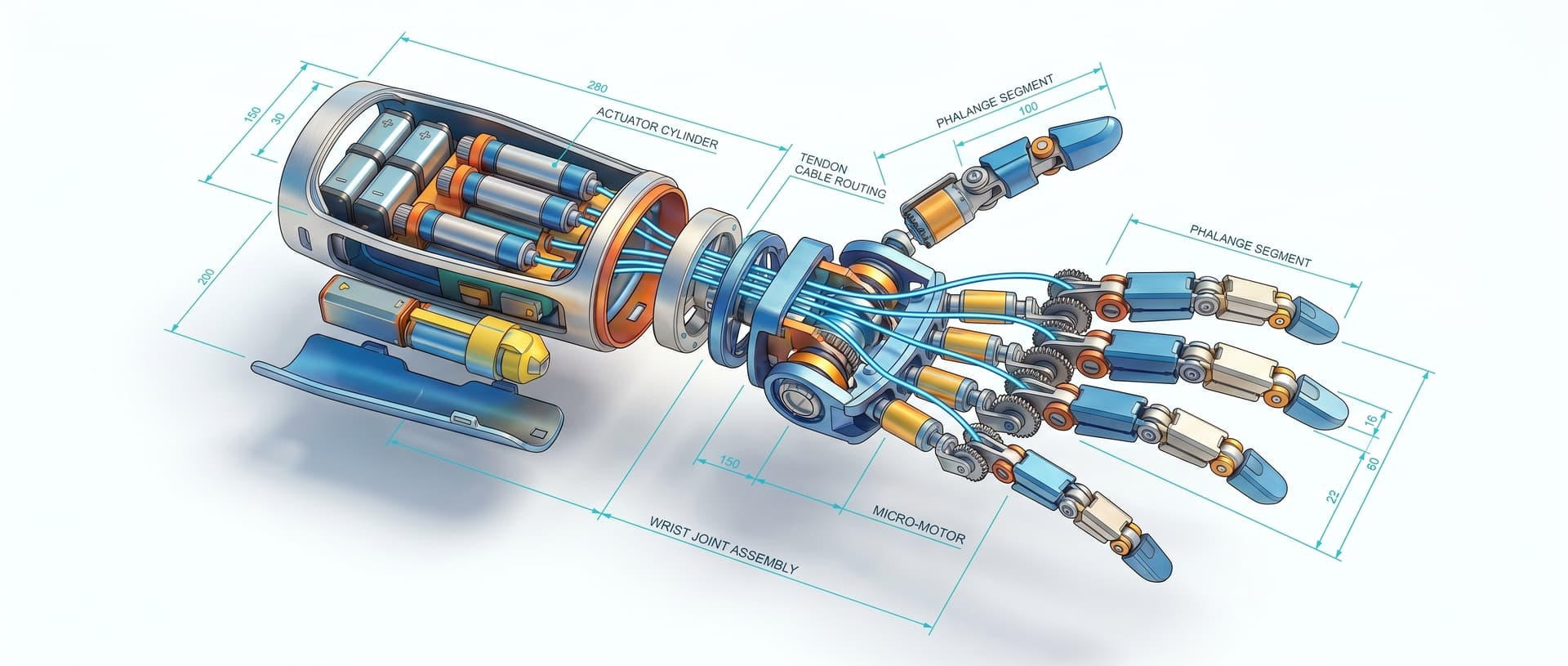
Figure: Internal structure of Tesla Optimus Gen3 dexterous hand, featuring extensive MIM component usage
Proven Mass Production Deployments, Not Just Theoretical Concepts
This is not a theoretical laboratory concept—MIM’s application in dexterous hands is already in full-scale production.
Leading humanoid robot platforms, including Tesla’s Optimus, now mass-adopt MIM core components for their dexterous hands, validating MIM’s feasibility in this space. Globally, only a handful of suppliers with mature MIM processes can stably mass-produce 0.05-module ultra-small gears.
These deployments confirm that MIM has successfully transitioned from consumer electronics applications—such as hinges and watch buckles—to humanoid robot core components, emerging as a critical enabler for dexterous hand mass production.
Notably, MIM’s capabilities extend further: it delivers unique advantages for robot micro ball screw components.
Micro ball screws are the core transmission components driving finger movement in dexterous hands. Their nuts, linear sliders, and other components face the same manufacturing challenges: small size and complex geometries. Traditionally machined micro sliders are not only expensive but also difficult to fabricate with lightweight hollow structures.
MIM, by contrast, forms slider components with complex internal cavities in a single step, reducing weight by 30% while maintaining full strength and wear resistance—further enhancing dexterous hand transmission efficiency. This is a well-proven application of MIM technology in the dexterous hand space.
Challenges and Outlook: MIM Is Not a Panacea, But It Is the Current Optimal Solution
Of course, MIM is not a panacea.
For low-volume R&D prototypes, MIM’s tooling costs remain relatively high, making 3D printing or small-batch CNC more flexible options. Additionally, certain ultra-high-precision transmission surfaces—such as gear tooth profiles—require minor post-sintering grinding to achieve final precision.
These are not insurmountable barriers, however. As MIM technology advances, tooling costs continue to decline, and post-processing operations have become fully standardized.
Conclusion: Manufacturing Is the Next Battlefield for Humanoid Robots
The era of humanoid robots is accelerating. The dexterous hand is a humanoid robot’s most critical interface with the physical world.
We believe MIM technology is the key to unlocking dexterous hand mass production. It addresses the manufacturing challenges that have plagued the industry for years, transitioning dexterous hands from laboratory prototypes to mass-produced products ready for industrial and consumer applications.
Yibi Precision brings years of deep MIM expertise and proven process technology to deliver customized development and mass production of dexterous hand core components—from 0.05-module micro gears and lightweight phalange structures to micro ball screw sliders—helping customers balance performance and cost.
Moving forward, we look forward to partnering with more robot manufacturers to co-develop mass production solutions for humanoid robot core components, accelerate industry adoption, and enable robot hands to achieve true human-like dexterity.