
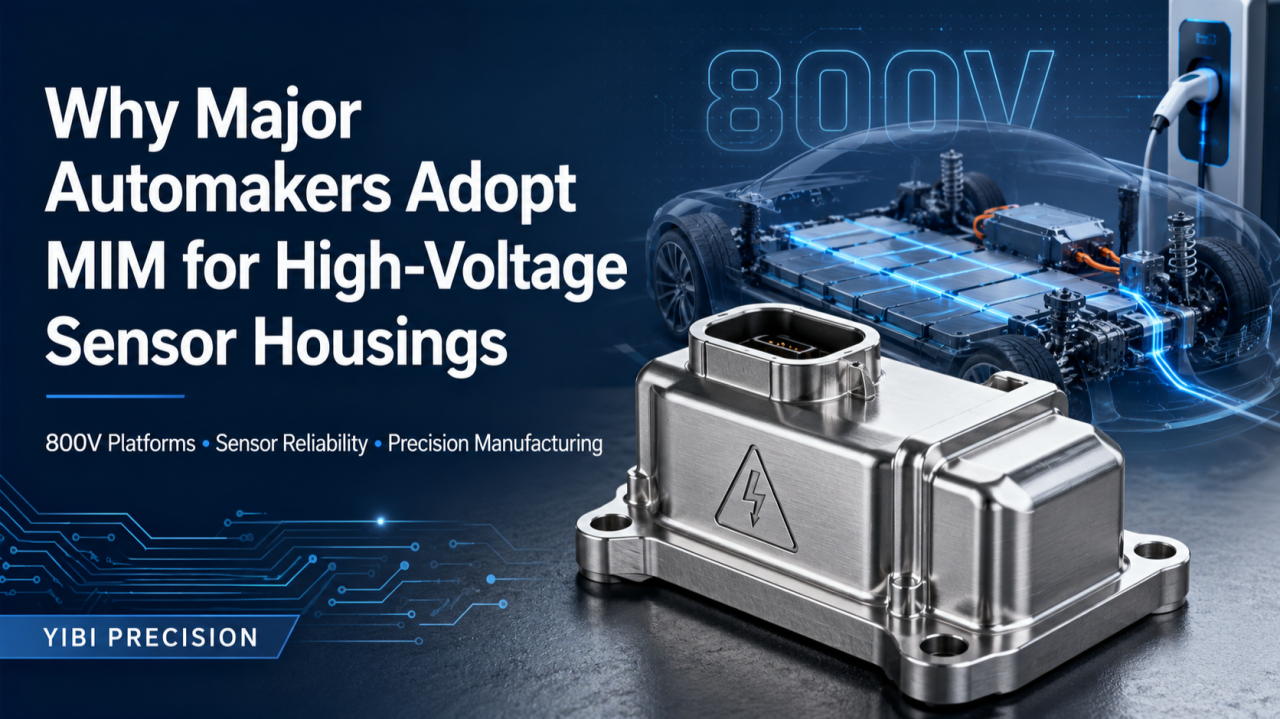
Standard Configuration for 800V High-Voltage Platforms: Why Do Major Automakers Adopt MIM for High-Voltage Sensor Housings?
As “5 minutes of charging for 200 kilometers of range” evolves from an automaker slogan into a reality accessible to ordinary consumers, the 800V high-voltage
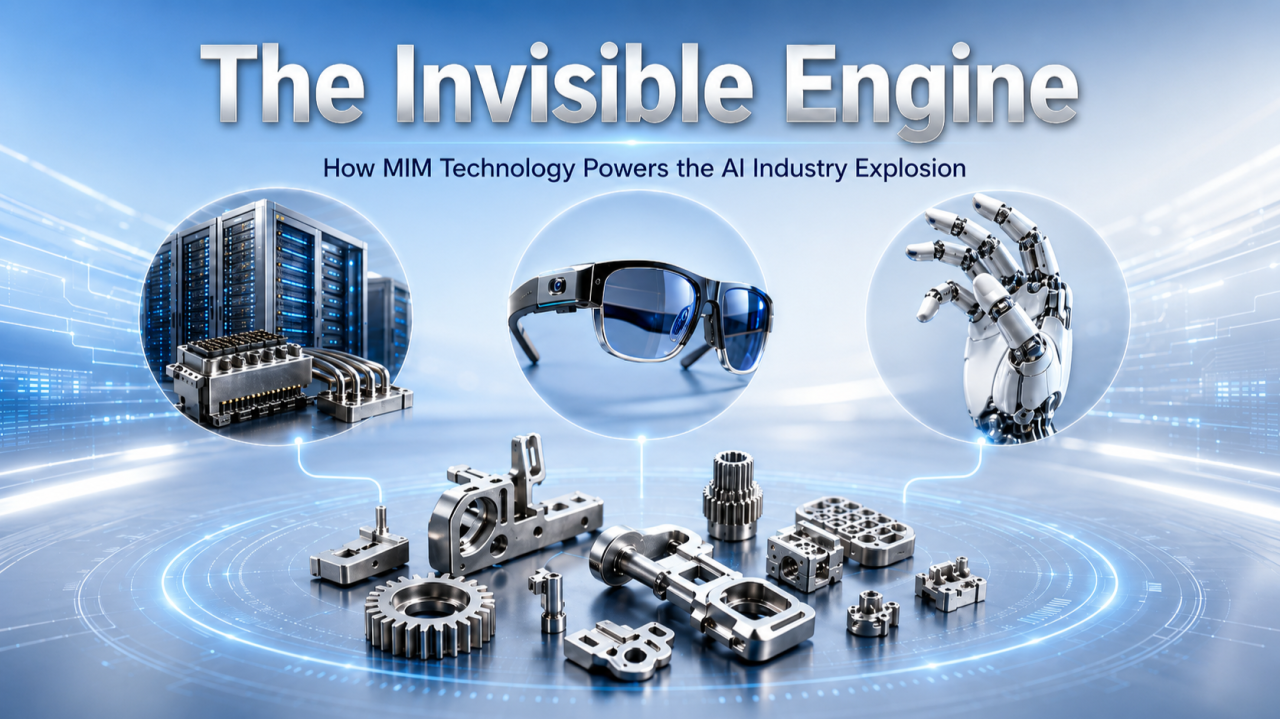
The Invisible Engine: How MIM Technology Powers the AI Industry Explosion
When people talk about artificial intelligence (AI), their attention usually gravitates toward breakthroughs in large model parameters, algorithm iterations, or leaps in chip computing power.

MIM: Unlocking the Mass Production Code for Humanoid Robot Dexterous Hands
When Tesla showcased its Optimus Gen3 dexterous hand—with 22 degrees of freedom—performing delicate tasks like cracking an egg, unscrewing a bottle cap, and playing the

Modified 316L MIM Material: Breaking Performance Boundaries, Redefining Precision Manufacturing for Highly Corrosive Environments
316L stainless steel combined with Metal Injection Molding (MIM) process has become the “gold standard” for precision parts in general applications. It has been widely
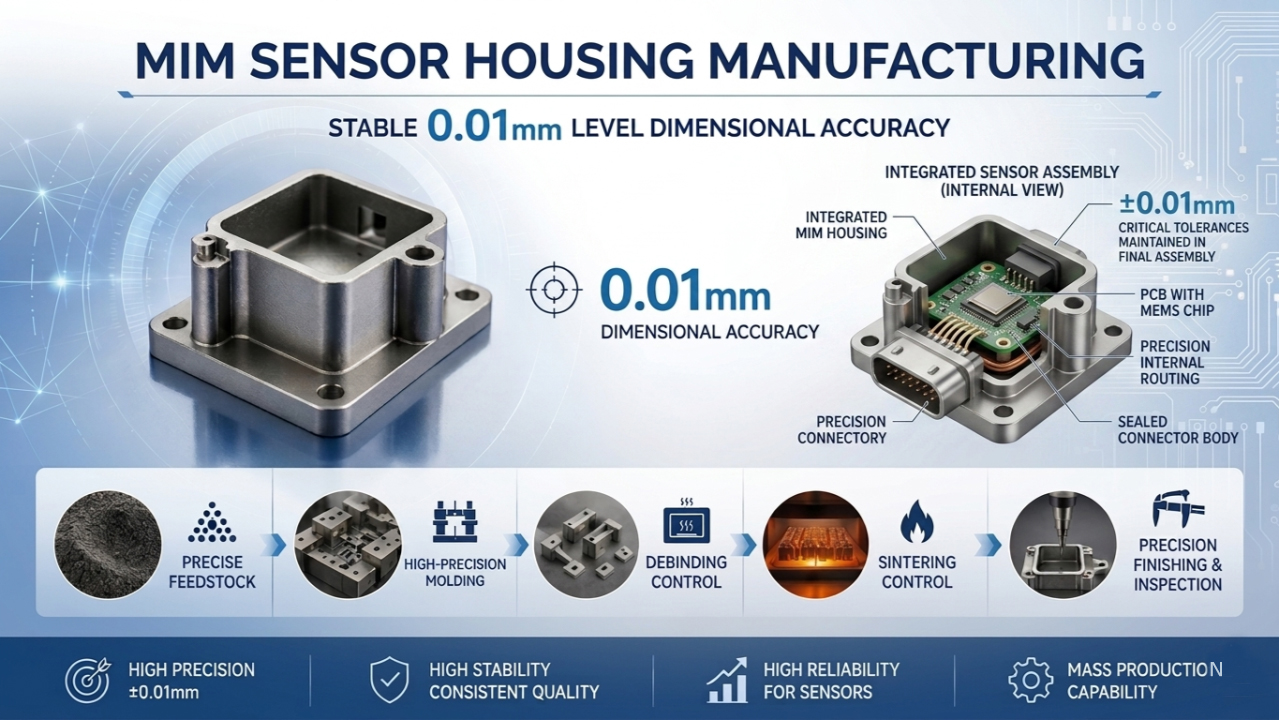
MIM Manufacturing for Sensor Housings: How to Consistently Achieve 0.01mm Dimensional Accuracy?
Against the backdrop of ongoing miniaturization in automotive electronics, industrial sensing, and consumer electronics, the performance bar for sensors continues to rise. Dimensional accuracy, the
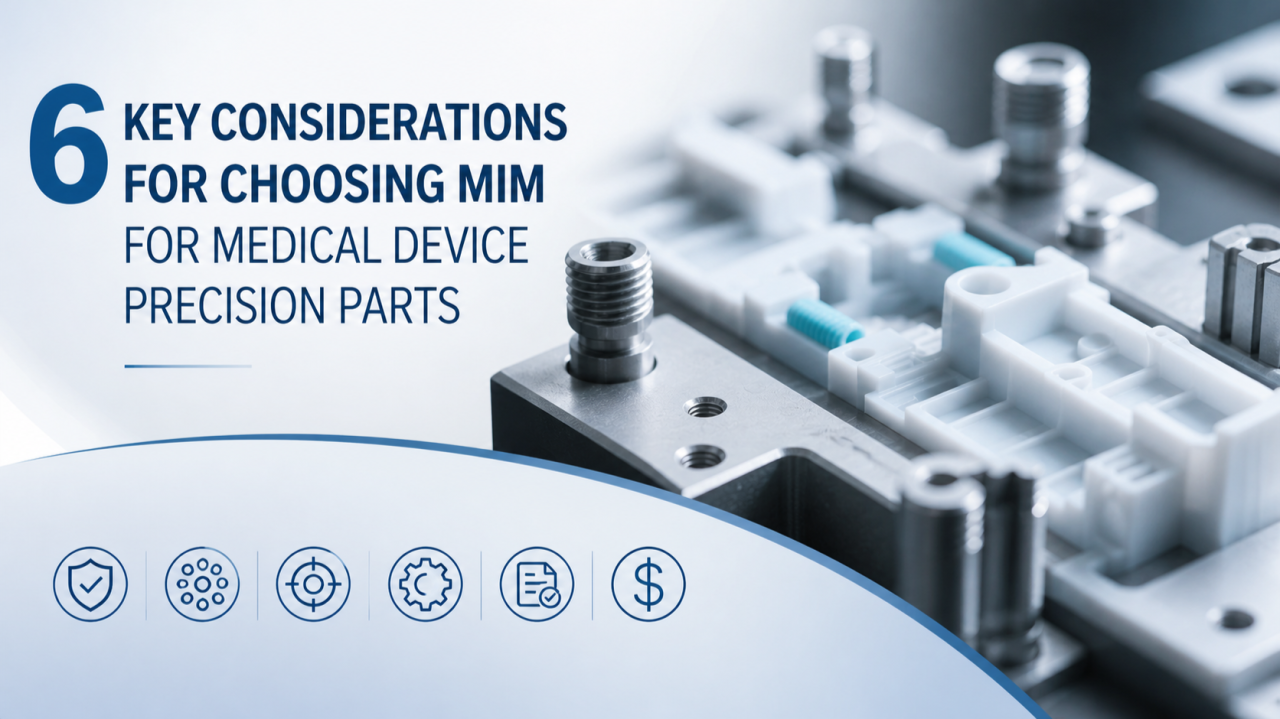
6 Key Considerations for Selecting MIM for Precision Medical Device Components
For medical device OEMs operating in today’s industry landscape — amid the accelerating trend of component miniaturization, rising regulatory scrutiny standards, and the need to